AQUBE MUSIC PRODUCTS
- 2024/11/16







Gibson Memphis & Nashville Dealer Tour 2016 Pt.2
日本ディーラーとの交流から着想を得たというニュー・モデル、ES-275など、2016年モデルの詳細も発表されたギブソン・メンフィス。今週の週刊ギブソンでは、同工場におけるギター製作工程をつぶさに追っていきます。近年のギブソン・ファクトリー内部が動画で公開されることがほとんどないので、今回の動画はかなり貴重ですよ! 写真では見たことあるけど、内容まではよくわからなかった、なんていう方も実際多いのではないでしょうか。ホロー・ボディ・ギター工場ならではのこだわりに満ちたその製作工程を、動画&記事にてお楽しみください。
※YouTubeの字幕掲出(日本語)をONにすると字幕が表れます
セミアコ/フルアコの代表格であるES-335/ES-175を始め、近年人気上昇中のES-レス・ポールなど“箱モノ”ギターの生産拠点となるギブソン・メンフィス工場に、週刊ギブソンのカメラが潜入! 工場長のジョナサン・ブロッカー氏と技術責任者のジム・リラード氏に場内を案内いただきました。
斉藤和義、生形真一(Nothing's Carved In Stone)、小沼ようすけ、田中義人らが愛用していることで、改めて注目度が上がっているESシリーズの製作工程は、やはりソリッド・モデルとは異なるものばかり。これぞまさしく温故知新、伝統的工法と現代的な眼差しのバランスには、ギター好きなら思わず膝を打つはずでしょう。なおギブソン工場では唯一、メンフィス・ファクトリーは一般の方の見学を受け付けています(有料/要予約)。気になる方はコチラからどうぞ。

Gibson Memphis Factory外観

Gibson Memphis Factory内観

Gibson Memphisはショップも併設している

【シーズニング・ルーム】
調湿された専用室で材は保管され、この時点で木材のグレード分けもなされている

【トップ材の貼り合わせ】
タイトボンドにてメイプル/ポプラ/メイプルの3枚を貼り合わせていく
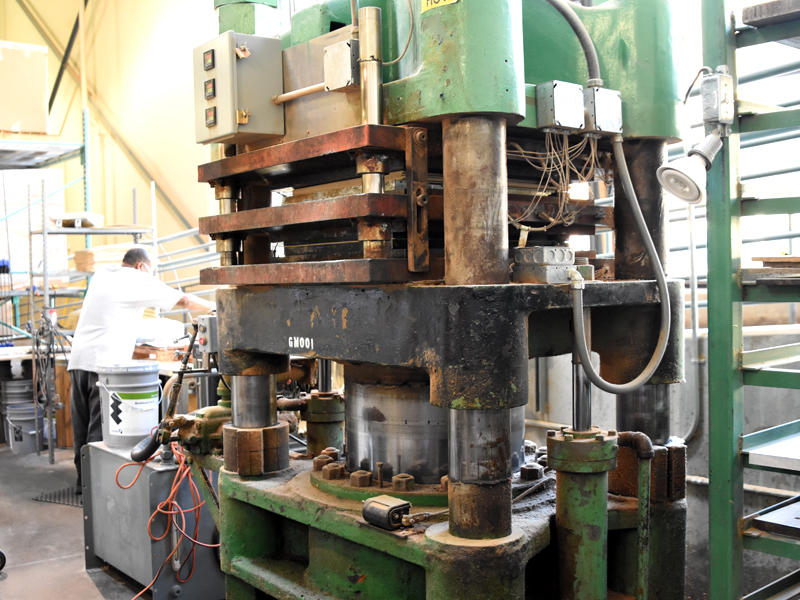
【トップ材の貼り合わせ】
圧着とボディ成型を同時に行なうカラマズー時代から使用するホット・プレス・マシン

【サイド・ベンディング】
モデル毎の型枠が用意されたサイド曲げ機、3モデル分を一度に曲げ、その後に切り分ける

【センター・ブロック接着】
ES-レス・ポールではマホガニー材のセンター・ブロックを使用している(335はメイプル)

【カーフィング接着】
タイトボンドとクリップを用いてボディ・サイドの縁にカーフィングを接着していく

【ニカワ】
ブレイシングの接着に用いるニカワ

【ブレイシング接着】
ゴム風船状のクッションに空気圧をかけて圧着、ゴムはタイヤで知られるグッドイヤー製

【ブレイシング接着後】
強固に接着されたトップ・ブレイシング、はみ出したニカワはこの後キレイに除去される

【バインディング接着】
プラ・バインディングをボディ外周溝に装着、紐で巻いていくのは伝統的工法のひとつ

【リム・サンディング】
専用のハンディ・サンダーで接着剤のはみ出しを削りつつ、縁を滑らかに仕上げていく

【スラック・ベルト・サンディング】
ボディ・トップ&バックの接着剤のはみ出しを落とし、滑らかに仕上げる工程

【トラスロッド装填】
現在は2種類のスティール・ロッドが用意されており、メイプル材でフタをしている

【指板成型】
指板にフレットを打った後、サイドマーカーを埋め込むための穴を空けている

【ネック・サンディング】
ネック・シェイプを含むネック〜ヘッドまわりの最終仕上げを行なう工程

【ネック・ポケット切削】
CNCを用いてジョイント部分を切削、ノギスで採寸した数値はボディに書き込まれる

【ネック・フィッティング】
ギターの精度を左右する重要な工程のため、何度も計測をくり返しながら接合していく

【PLEK】
弦を張った状態をシミュレートしてフレット研磨/ナットの溝切りを行なう精密機器“PLEK”

【着色】
ES-335のボディにステインを塗り込む

【着色】
なんの迷いも躊躇もなく……

【着色】
刷毛を使って素早く塗って……

【着色】
撮影が追いつかないほどあっという間に……

【着色】
鮮やかなレッドに彩られました

【塗装】
トップコートのクリア・ラッカーをスプレーで吹き付けていく

【スクレイピング】
塗装乾燥後、バインディングに乗った塗装をスクレイパーで削ぎ落としていく

【バフ】
スカフ・サンディングで塗装面を滑らかにしている様子

【バフ】
粗さの異なる3種類のコンパウンドとバフを用いて仕上げていく

【ピックアップ】
MHSハムバッカー、ネック側にアルニコ3、ブリッジ側にアルニコ2マグネットを使用

【ポット/マッチド・セット】
550kΩポットを実測し、520、530、540Ω台等と細かく分類、マッチさせて使用する

【ポット/マッチド・セット】
抵抗値を計測し、ポットをマッチングしていく

【エイジング】
VOSモデルに使用する金属パーツは、独自のレシピで作成した酸性溶液でエイジングする

【最終組み込み】
PUやポット類、ブリッジなどのパーツを組み込み、演奏性、音をチェックして完成!

【湿度コントロール】
工場内はエア・ミストにより調湿がなされている

──2016年モデルから採用されました、サーマル処理の原理について教えてください。
木材を専用の炉で減圧することで、木の細胞レベルで木質を変化させる技術です。我々としては木の細胞に含まれる水分には、すべて蒸発してもらいたいわけです。というのも、木材の内部の空間が大きくなることによって材は振動しやすくなり、弦振動の伝達力が向上するからです。乾燥が進むと多くの場合、重量の減少につれて活き活きとした材になり、伝達性も安定性も高まります。それによってサウンドにも違いが出ますし、プレミア・ギター・ラインのES-335 PremiereやES-Les Paul Premiereなどで採用しています。どちらもネックやブリッジにも改良を加えていますし、ベイクド(※註:サーマル処理のこと)メイプルのセンター・ブロックや、レス・ポールの場合はベイクド・マホガニーのセンター・ブロック、ベイクド・アディロンダック・スプルースのブレイシングなどは、ビンテージ・

左から、サーマル処理が施されたES-335用ブレイシング、通常の同ブレイシング、サーマル処理が施された同センター・ブロック
──ボディ・トップ材にサーマル処理を適用しないのはなぜでしょう?
合板を加熱して加工しなければならないからです。合板は、プレス機にかけてトップの形状に成形するので、柔軟性が求められます。そのために、プレス機にかける前に一定時間水に浸し、ある程度の水分を含ませる必要があります。ですから、過熱してベイクド加工を施したものをプレス機にかけると、問題が生じるでしょう。外側の材のほうが内側の材よりも多くの水分を失うはずです。一般的に、水分を失った材は収縮するので、外側の材は木目に沿って割れてしまうかもしれません。内側の材が安定した状態なのに、外側の材は水分を失って収縮するわけですからね。あくまでも私の推測ですが、これは専門知識に基づく推測です。
──ブレイシングがトーンに影響することはよく知られていますから、サーマル処理を施せば効果が出ることも理解しやすいです。それと同様にセンター・ブロックに施しても効果があるというわけですね?
センター・ブロックにはいろいろな材が使われますが、初期の頃には軽量な材が手に入ったこともあって、メイプルが使われていました。ところが、年を追うごとに材が重くなり、楽器が重過ぎるというユーザーからの声も多くなりました。私が手に入れて調べた70年代製のESギターも、重量が12ポンド(約5.4kg)近くあって、レス・ポールとほとんど変わらないか、それ以上に重いものもありました。センター・ブロックをサーマル加工すると重量を軽減できますし、私たちはセ
──要所の接着で使用されているニカワは、原料の質や温度管理、作業時間など、運用に難しい面もあると思いますが、それをもおして使用しているのはなぜでしょうか?
その扱いが難しいにも関わらず楽器製作用途に使用されてきた理由は、優れたトーンの伝達特性と、接着剤としての性質にあります。貼り合わせる木材を引き寄せるようにして凝固するので、木材の密着性が高くなるのです。また、凝固したニカワは非常に固く、音の振動の伝達性にも優れています。広く使われているタイトボンドは凝固するまでの時間が(ニカワよりも)長く、木の繊維に浸み込んだ接着剤が凝固することで木材が固定されるので、塗布する量をコントロールしないと、弦振動やサステインが抑えられる可能性があります。このように、高品質な楽器を作るにはニカワが最も優れているということで、長年使われてきました。ですから、私たちもギターの組み立てにはできる限りニカワを使うようにしています。
ブレイスなど要所の接着に用いられるニカワ
──工場内ではMHSハムバッカーについてお伺いしましたが(動画参照)、同様にP-90についても教えてください。
P-90は斉藤和義さんと一緒に作りました。彼は2010年頃のギブソンが使っていたP-90のサウンドに満足していませんでした。それがアンダーワウンド・ピックアップ開発のきっかけです。標準的なP-90ピックアップのコイルの巻数は10,000ターンで、メッキをしていないブラス製のベース・プレートを採用しています。その巻数を9,000ターンまで減らしました。マグネットはアルニコVです。最初に作ったのはES-330で、そのP-90の巻数が9,000ターン、マグネットはアルニコV。ベース・プレートはニッケルでメッキしたブラス製でしたね。私たちはそのマグネットを、ブリッジ側がアルニコII、ネック側がアルニコIIIに変更して、コイルはポッティングせず、ベース・プレートもニッケルでメッキしたブラスのままにしました。これらのピックアップにはすべて、AWG42の銅線を巻いていました。
ヒストリック・モデルでは、ふたつのピックアップが同じ極性になっていますが、小型のボディを持つES-390とルーサー・ティキンソン・モデルでは、ブリッジ・ピックアップの極性を逆にしてあります。ですから、両方のピックアップをオンにすると、音量は同じですが、ハム・キャンセル効果があります。 それから、P-90搭載のES-レス・ポールを開発した時には、巻線のゲージを変えました。ES-レス・ポールのP-90の巻線には、それまでの42に対して、より太いゲージのものを使っています。
──その目的は何ですか?
巻数を減らしながら出力を上げて、よりモダンなロックンロール・サウンドを得るためです。よりエッジの効いたサウンドです。
──アルニコⅡ、Ⅲのマグネットを組み合わせた理由は?
アルニコIIIはネック側に使うと好都合です。磁力が弱くて、弦をあまり強く引っ張らないので、弦振動が妨げられずに済むんですよ。ネック側は弦の振幅が大きいので、アルニコVやアルニコIIだと弦を引っ張る力が強くて、全体の出力やサステインが損なわれてしまう。ですから、アルニコIIIは多くの人たちに好まれますね。弦を引っ張らないので、弦がより自由に振動するわけです。
──メンフィス工場の従業員数や日産の本数を教えてください。
私は専門の担当ではないので、正確な数字ではありませんが、従業員は90人程度だと思います。生産本数は専門なのでよく知っていますよ(笑)。日産60本です。
──その中で、ES-335とES-レス・ポールの割合は?
レス・ポールは大好評をいただいていて、以前は335のほうが生産量は多かったのですが、現在ではレス・ポールの方が多いと思います。レス・ポールが6割、その他のESが4割といったところでしょうか。
※次回の週刊ギブソン〜Weekly Gibsonは2月5日(金)を予定。